Precision Wire EDM Machining from Prototypes through Production

XACT Wire EDM is a premier wire-cut EDM outsource supplier and provider of wire EDM services. Our team partners with a broad cross section of industries to supply high-precision prototypes, medium-volume runs, and long-term, high-volume EDM component production services.
On this page:
XACT Wire EDM provides precision EDM machining to manufacturers nationwide. Contact us for a fast, accurate, competitive quote on wire EDM services for 1 to 100K+ parts.
What is wire EDM?
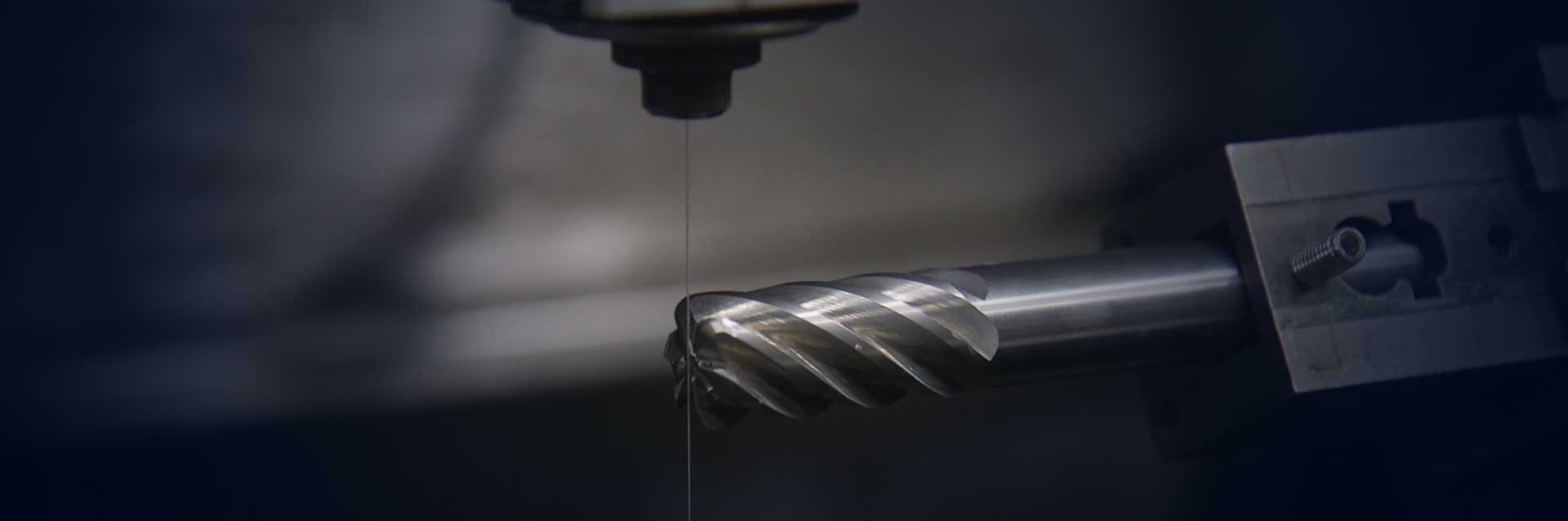
Wire electrical discharge machining cuts or shapes metal workpieces using a thin electrode wire controlled by a CNC. The wire is charged with electric current, and sparks form between the wire and the workpiece, melting its surface. The cutting wire never contacts the workpiece directly, so there’s no distortion in the cutting path or the shape of the material.
Learn more about how wire EDM works
Who uses our wire EDM services?
We provide wire EDM services to part manufacturers, mold builders and die makers nationwide.
Our clients include:
- Manufacturers with in-house EDM departments (to supplement their existing capabilities)
- Tool and die shops that do not have wire EDM capabilities
- OEMs & contract manufacturers who do not have their own wire EDM equipment
Many of our clients are production machining providers manufacturing metal parts who need our help with large projects or challenging components. We are uniquely focused on wire EDM contract services, making us the ideal company to closely partner with. XACT’s wire cut EDM services also provide fast, precise solutions to manufacturers in need of highly accurate dies, punches, ejector plates and bridge strippers.
Wire EDM In Action
Advantages of Wire EDM
Compared to other precision metal cutting processes, wire EDM has many advantages:
- No custom tooling required – delivery times are short
- No cutting forces present – virtually no burrs generated
- Workpiece material hardness does not affect cutting speed
- Improved surface finishes – no additional finishing or polishing needed
- Tools & metal parts are machined after heat treatment – dimensional accuracy is maintained
- Highly repeatable with no deformation
- Ability to stack, string & nest multiple parts
- Ideal for delicate & complex parts
- Tight tolerances & precise fits
- Small corners & radii
- Narrow slots & thin walls
Wire EDM cutting is ideal when the workpiece material doesn’t lend itself to conventional machining, for example hardened tool steels and exotic materials.

Wire EDM Capabilities
- Tolerances to +/-.0001”
- Pieces up to 16” thick can be machined
- 4-axis & intricate contours
- High taper
- Small diameter wires
- Auto-threading
- Submerged cutting for thermal stability & efficient interrupted cutting
- Anti-electrolysis power supply
- Prototyping
- Medium-volume runs
- High-volume production
Fine wire EDM (aka small wire EDM or micro wire EDM) uses very fine wire electrodes to meet exacting requirements for very small parts. We offer EDM cutting using wire as small as 0.004” for incredibly precise and repeatable results.
As a highly experienced wire EDM supplier, we’ve learned that partnering with clients at the front end of projects can be highly beneficial. XACT can provide a wealth of design for manufacturability suggestions to improve production speed, accuracy, and finished part quality.
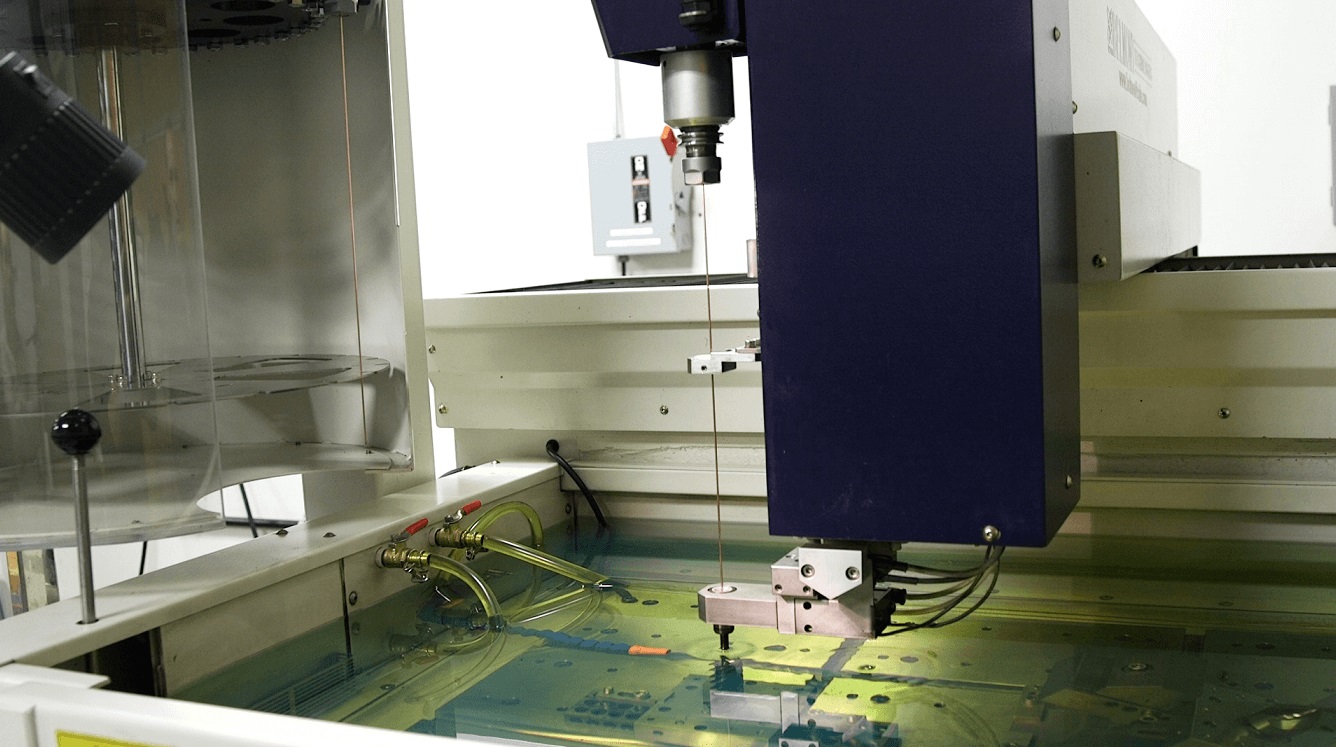
Wire EDM Machines

XACT Wire EDM has a pool of over 45 EDM machines available for production. We have made a point of consistently purchasing new programming, machines, and inspection equipment to insure that we can offer the latest technology and the greatest precision, along with the highest throughput. The result is a broad production capability that allows us to match different part characteristics and volume requirements to the most appropriate pieces of equipment.
Our equipment list includes:
- 4 GF: CUT P350 13.7″ x 8.6″ travel and 8.6″ thick with 30 degrees of taper capability
- 1 GF: CUT P550 21.6″ x 13.7″ travel and 15.7″ thick with 30 degrees of taper capability
- 1 Charmilles: Robofil 4020 12.6″ x 17.7″ travel and 14″ thick with 30 degree taper capability
- 6 Charmilles; Robofil 510 15.7″ x 27.5″ travel and 16″ thick with 30 degree taper capability
- 1 Charmilles: Robofil 310 9.8″ x 15.6″ travel and 16″ thick with 30 degree taper capability
- 5 Charmilles: Robofil 300 9.8″ x 15.6″ travel and 16″ thick with 30 degree taper capability
- 4 Charmilles: Robofil 290 9.8″ x 15.6″ travel and 8″ thick with 30 degree taper capability
- 1 Charmilles: Robofil 230 8.6″ x 13.8″ travel and 8″ thick with 30 degree taper capability
- 1 Sodick: AQ300L LN1 7.8″ x 11.8″ travel and 7.8″ thick with 20 degree taper capability
- 2 Sodick: AQ750L 19.6″ x 29.5″ travel and 15.7″ thick with high taper capability
- 1 Sodick: AG600L 15.7″ x 23.6″ travel and 13.7″ thick with taper capability
- 3 Sodick: ALN600G 15.7″ x 23.6″ travel and 13.7″ thick with high taper capability
- 1 Sodick: ALN600G+SPW 15.7″ x 23.6″ travel and 13.7″ thick with high taper capability
- 4 Sodick: AQ537L Premium 14.5″ x 22.4″ travel and 13.7″ thick with 25 degree taper capability
- 6 Sodick: AG400L 11″ x 15.7″ travel and 9.8″ thick with 25 degree taper capability
- 3 Sodick: AQ400L 11.8″ x 15.7″ travel and 9.8″ thick with 20 degree taper capability
- 3 Sodick: AQ 327L 14.5″ x 10.6″ travel and 9″ thick with 20 degree taper capability
XACT is one of the largest dedicated wire EDM shops nationwide. We can handle any size or type of wire EDM project and deliver on schedule. Full-time 24/7 production is possible due to automatic needle threading on modern wire EDM machines and three shifts at our facilities.
Wire EDM Materials
Our wire EDM cutting capabilities include many difficult-to-machine conductive metals and alloys including:
- Tool steels
- Stainless steels
- Hardened steels
- High-speed steels
- Carbon steel
- High-speed cobalt
- Carbide
- Titanium
- Inconel
- Hastelloy
- Tungsten
- Aluminum
- Brass
- Bronze
- Copper
- Nickel
- Magnesium
- Molybdenum
Our dedication to wire EDM means we have the equipment and technology to work with practically any metal material, superalloys, and hardened materials like Ferro-TiC and CPM10v.
LEARN MORE ABOUT UNIQUE WIRE EDM MATERIALS MACHINED
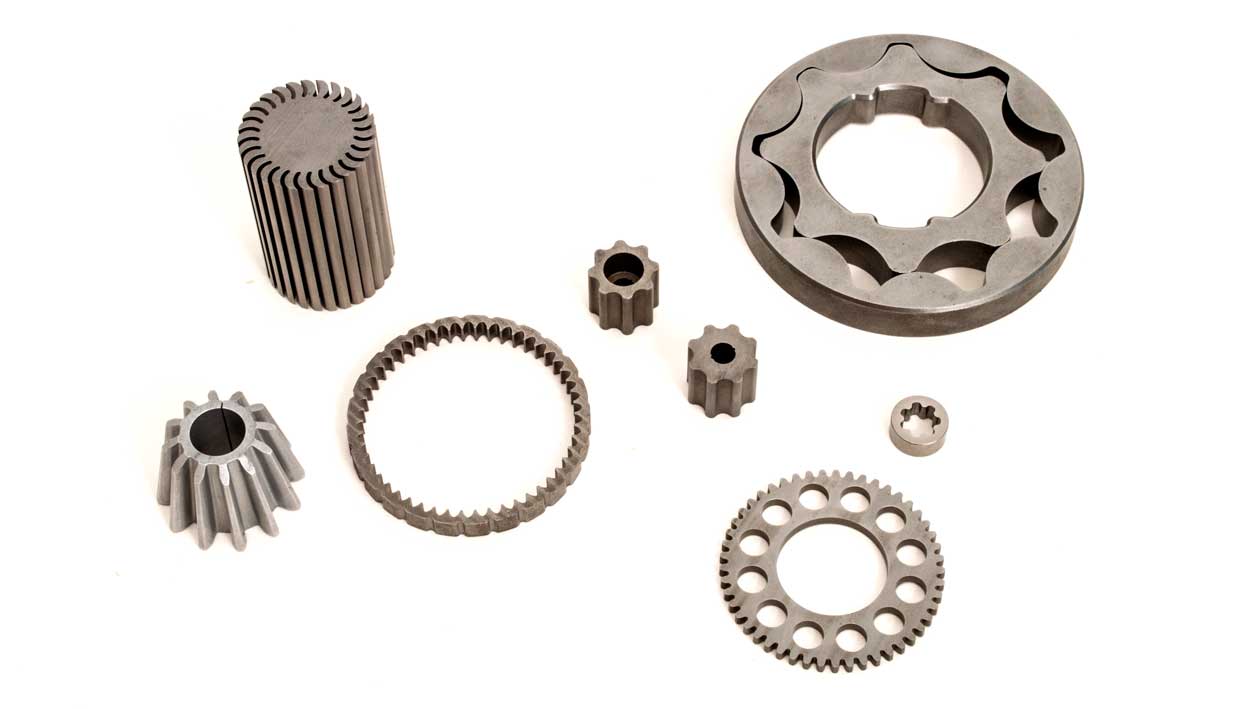
Wire Cut EDM Applications
Wire EDM cutting is an option for metal components that require cuts through the entire thickness of the raw material. Wire EDM services are ideal for projects requiring intricate tolerances, materials too brittle for stamping, and limited material stress and heating.
Our engineers and machinists have an extensive understanding of best EDM machining practices and materials as they apply to many different industries and applications, including but not limited to:
- Medical machining
- Power generation
- Robotics
- Cutting tools
- Automotive
- Additive manufacturing
- Machine parts
- Extrusion dies
- Matched metal tooling
- Progressive & fine blanking tooling
Our team is comprised of industry specialists who are familiar with industry requirements, standards and practices. Simply producing parts to print without a serious pre-production review often leads to higher costs, lower production volumes, and sub-optimal piecework. Let our experts go over your requirements and ask the right questions based on years of production experience.
Other Services
- Prototyping
- Reverse Engineering
- Laser Marking
- Small Hole Wire EDM
No Substitute For Quality
When dealing with extremely high tolerances, the right inspection equipment is of paramount importance. Our approach is to build quality into the process, and our practice is to inspect every part to insure each client receives nothing but quality finished work.
Quality Control Certifications
Quality Control Process
- CMM
- SPC
- Video
Software Used
- CADKEY / KeyCreator
- Opticam
- SolidWorks
Learn more about our quality control assurance including a list of inspection equipment, or contact us with questions.
Free Wire EDM Service Quotes
XACT Wire EDM has two Midwest locations in Wisconsin and Illinois, providing precision wire EDM services and high-speed small hole EDM services nationwide. Our production experience and equipment capabilities allow us to take on any size or type of project, and deliver it to you on schedule.