
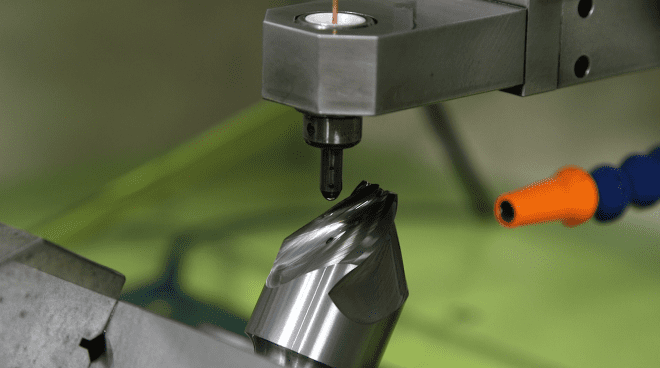
Precision coolant hole machining in a countersink
Industries >> Cutting tool manufacturing
Precision Coolant Hole Machining for Cutting Tool Manufacturers
XACT Wire EDM Corporation has the capabilities and the expertise to handle the toughest high-speed small hole EDM drilling challenges. Our vast experience includes ed-boring holes in carbide and other hard-to-machine materials.
A common recent application for high-speed small hole EDM involves cutting tools. More and more shops are opting for machines with through-spindle coolant (TSC) which utilize cutters with coolant holes. This approach has many advantages over flood coolant: longer service life of the cutting tools, better finish on the workpiece, better chip evacuation, and increased productivity. Through-spindle coolant systems are also a must for operators monitoring multiple machines, and for lights-out manufacturing.
Depth to diameter ratios of 100/1 can be achieved in many cases (.040” diameter hole, 4.0” deep). Virtually no burrs are generated. No cutting forces are involved so no expensive fixturing is required to hold the cutter while drilling. Angle of entry and material hardness are not an issue since minute electrical discharges do the cutting.
XACT Wire EDM provides precision coolant hole machining for cutting tool manufacturers nationwide. Contact us for fast, accurate, competitive quotes on our small-hole EDM services for 1 to 100k+ parts.
Well-Equipped for Small-Diameter Deep Hole Drilling in Carbide
We can also ed-bore holes with a machine which utilizes an oil-based coolant rather than the common deionized water. This process provides better edge control, surface finish, and machining speeds in carbide. It complements our numerous other high-speed small hole (HSSH) drilling machines that are used for all other conductive materials.
- Electrode sizes from .010 (.25mm) to .118 (3.0mm) in a variety of configurations
- Tolerances to +/-0.005” (and better if required)
- Fast turnaround times
- Test samples upon request
- ISO 9001:2015 Certified
Through-Coolant Machine Tool Prototyping

XACT Wire EDM provides reliable coolant hole drilling for CNC tool and toolholder manufacturers, including prototyping services.
We can create coolant holes in a wide range of components including:
- Through coolant attachments/adapters
- Collets
- Drills / Drill bits / Drill chucks / Step drills
- End mills / Face mills / Thread mills
- Spindles
- Reamers
- Routers
- Tool holders
- Boring bars
- Counterbores
- Taps
- Turning tools
Our small hole EDM capabilities include many metals and alloys such as:
- Carbide
- Cobalt
- High-speed cobalt (HSCO)
- Tool steel
- Carbon steel
- High-speed steels (HSS)
As a large, dedicated wire EDM job shop, we have the necessary machines to work with all conductive materials, superalloys, and hardened materials, including Ferro-TiC and CPM10v. We also have laser marking machines and offer part marking services with or without wire EDM.
Request a quote easily from Xact!
XACT Wire EDM has two Midwest locations in Wisconsin and Illinois, providing precision wire EDM and high-speed small hole EDM services nationwide. We have many high-end machines, allowing us to take on any size or type of project and deliver it to you on schedule.
Contact us online with questions or request a quote today to get started:
